



AK164 4 axes tournant la machine de tour cnc de type suisse
Caractéristique de AK164
1. Haute vitesse, haute précision et haute efficacité : la disposition de l'outil est optimale et le système de contrôle adopte un traitement de calcul à grande vitesse pour minimiser le temps de changement d'outil, obtenir le meilleur positionnement et minimiser le temps auxiliaire.
2. Haute stabilité : le rail de guidage et la structure de portée sont élargis, et le dispositif de verrouillage du frein après l'indexation de l'axe principal/secondaire améliore la stabilité lors du traitement de la pièce.
3. Configuration élevée: la configuration de l'outil multi-axes est riche et l'outil électrique est standard, ce qui élargit considérablement la plage de traitement et satisfait le traitement complexe de pièces complexes.
4. Rigidité élevée : l'épaisseur de paroi du moulage du lit, la large portée du rail de guidage, la rigidité et l'expansibilité de la machine-outil.La coupe lourde est supérieure aux autres machines-outils et présente des avantages évidents dans le traitement de l'acier, de l'acier allié, de l'acier inoxydable, etc.
spécification
| Décris | Unité | AK164 | |||
| Mécanicien | Système de contrôleur |
| Fanuc 0i | Syntec | |
| Diamètre d'usinage max | mm | ¢16 | |||
| Accident vasculaire cérébral | mm | 150 | |||
| Broche principale/sous-broche RPM | tr/min | 10000/8000 | 6000/6000 | ||
| Vitesse de déplacement rapide | m/min | 24 | |||
| Outils | Outils DO | ea | 6×[□12×12] | ||
| Outils de travail avant | ea | 3×[Ø25-ER16] | |||
| Outils croisés | ea | 3[ER16] | |||
| Outils back-end (fixes) | ea | / | / | ||
| Moteurs | Moteur de broche | kw | 3,7/5,5 | 3.7 | |
| Moteur de sous-broche | kw | 0,55/1,1 | 0,4 | ||
| Conduit | kw | 0,75 | |||
| Traverser | kw | 0,5 | |||
| Moteur à liquide de refroidissement | kw | 0,25 | |||
| Les autres | Capacité du réservoir de liquide de refroidissement | L | 180 | ||
| Capacité du réservoir de lubrification | L | 1.8 | |||
| Hauteur du sol au centre de la broche | mm | 1050 | |||
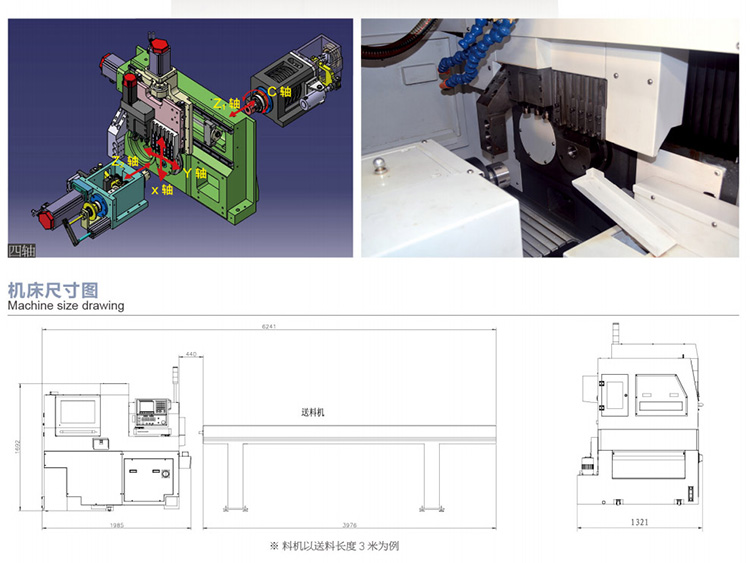
| Dimension | (L) | mm | 1985 | ||
| (W) | mm | 1321 | |||
| (H) | mm | 1692 | |||
| Lester | kg | 3000 | |||
| Contrôle CN | Axes contrôlables | 5 axes/4 axes | |||
| LCD | LCD 8.4" | ||||
| Paramètres standard du système | Standard | ||||
| Taraudage rigide | Standard | ||||
| Volant | Standard | ||||
| Commande synchrone/hybride | Standard | ||||
| Interpolation hélicoïdale | Standard | ||||
Application de la machine de tour cnc de type suisse AK164
Il convient aux industries telles que l'automobile, l'électronique, les communications, l'informatique, le médical, l'armée, l'aviation, le matériel, les machines et les accessoires hydrauliques.Elle se caractérise par sa capacité à produire de grandes quantités, une grande précision et des pièces complexes de petite et moyenne taille.


Avantages techniques
1) La tendance à adopter une broche électrique intégrée à grande vitesse devient de plus en plus évidente, et la vitesse maximale de la broche a atteint 12500 tr/min/min.
2) La rétroaction de la boucle de vitesse/position adopte de nouveaux composants tels qu'un réseau haute résolution intégré ou magnétique, qui a une plus grande précision de contrôle de la rotation et de la rétroaction.
3) La structure de tissu à double broche opposée peut effectuer un usinage en séquence complète en un seul serrage, réduisant les problèmes d'efficacité et de précision d'usinage causés par le serrage secondaire de la pièce et améliorant l'efficacité du traitement.
4) Le contrôle multi-outils multi-axes et la technologie de liaison multi-axes améliorent la capacité des machines-outils à traiter des pièces complexes et l'efficacité du traitement.Le nombre d'axes de contrôle de la machine-outil est de sept et le nombre d'outils non motorisés et d'outils motorisés est supérieur à 20.
5) configuration automatique abondante pour atteindre l'objectif de fonctionnement et de gestion multi-machines par un seul homme, en plus des convoyeurs à barres traditionnels, des convoyeurs à copeaux, etc., tels que le récepteur de pièce longue/courte, l'instrument de réglage automatique de l'outil, l'identification intelligente de la pièce , pièce Détection automatique de pop-up, détection de bris d'outil, etc. ont été mis en œuvre avec succès dans les produits pour améliorer le niveau d'automatisation et de surveillance des machines-outils.
Contrôle de la qualité
La société formule et met en œuvre des normes de contrôle interne strictes pour la gestion de la qualité afin d'obtenir un contrôle strict de l'ensemble du processus de conception et de fabrication des machines-outils.
45 éléments d'inspection et de test, 632 points de contrôle de la qualité, 48 heures pour ajuster le test de traitement de charge à pleine course, en utilisant trois coordonnées.
Instrument de mesure, interféromètre laser F britannique ERNISHAW, instrument d'équilibre dynamique japonais SIGMA et autres équipements de test de précision de pointe dans le monde, garantie.
Contrôle précis de tous les détails de la machine-outil.

Catégories de produits
-

Réparation de jantes en alliage de coupe au diamant Awr22 ma ...
-

AWR32 Chine équipement de polissage de roue diamantée ...
-

Machine de scie à ruban GB4250 Chine CE cnc pour métal ...
-

Centre d'usinage vertical cnc métal VMC550 3 axes ...
-

VMC850 chinois 3 axes vertical cnc cnc vertical...
-

ck6150 haute précision 4 stations cnc électrique ma ...





